Router Cutter Terminology

Router Cutters
Since it is the router cutter that does all the work in producing your chosen profile, it is worth looking in some detail at the various types of cutter, as well as their construction and most importantly, their care and maintenance.
Cutter Terminology
You also need to understand some of the basic terminology relating to cutters or ‘bits’ as they are often called. There is no distinction between these two terms and they are used synonymously. Years of intensive research and development have led to a massive proliferation in the range of cutters available to both the professional and amateur user, and this progress seems set to continue further, with more innovative designs and profiles being added all the time.
Much of this development is initiated for the benefit of the industrial sector, but some of the advances do filter down to the level of the home woodworker and various cutter ranges are now on offer, differing in both price and quality to cater for their various needs. However, cutters still tend to be relatively expensive items, especially the larger and more complex profiles, so it is worth choosing carefully before you buy. Better quality cutters are more likely to do the job efficiently and will continue to give good service for many years, so they are always more cost effective.



It is difficult to over emphasise the amount of work a router bit will do in its life, but at 28,000 rpm the edge will make 466 cuts per second! Multiply this up over several years of use and you can see why you need to buy the very best quality. Some cutters are designed for just one specific use, but with careful selection you can often cut several different profiles from one cutter to increase the cost effectiveness even further.
Router cutters are designed to produce a really smooth clean finish, which can only be achieved by grinding them to very precise cutting and clearance angles. These angles represent the optimum compromise between sharpness and durability, as well as optimising overall strength and waste clearance. As they are capable of removing a lot of material, it is important that this waste, in the form of tiny chips, is removed quickly and efficiently.
One of the other main criteria in cutter design is to minimise friction, which is generated both by the cutter passing through the timber and by the build up of waste being trapped behind the cutting edge.
Excessive friction will cause the cutting edges to overheat, leading to tempering and consequent loss of sharpness, as well as scorching the surface of the cut.
Cutting Edges
As with all cutting tools, the edge is ground and honed to provide maximum sharpness, but at the same time keeping enough support to make sure that the keen edge is retained for as long as possible.
Cutters may have one, two or multiple cutting edges, which are referred to as flutes. Each edge on a multi-bladed cutter must be ground to the same height and angle to ensure they do the same amount of work.
Any inconsistency here will reduce the efficiency of the cutter and also affect the balance, causing a vibration that will affect the quality of the cut.
Some cutters are designed for plunging into the work and these need bottom cutting edges. They are much harder to manufacture, as it is difficult to grind the small tip area properly. Cutters designed specifically for boring or plunge work have a separate tip or tips, brazed across the bottom of the cutter.


Centre tips
Centre tips ground onto the end of cutters are designed for Plunge cutting and drilling applications. The tip must again have its own clearance and cutting angles to ensure that the material is machined and not ground or burnt away. Some cutters, including straight flute profiles that do not have centre tips, are designed for profiling or trimming applications only. They will in most cases have clearance for lateral cutting but not for Plunge cutting.
Rake angle
This is the angle at which the cutting edge meets the surface of the workpiece and will vary on different cutters, depending on the application. An acute or positive rake angle will give a fast cutting action and remove material quickly, ideal for work in solid timber. A lower or negative rake angle will produce a slower cut with more of a scraping action. This configuration is more suited for laminate trimming and edge finishing work.
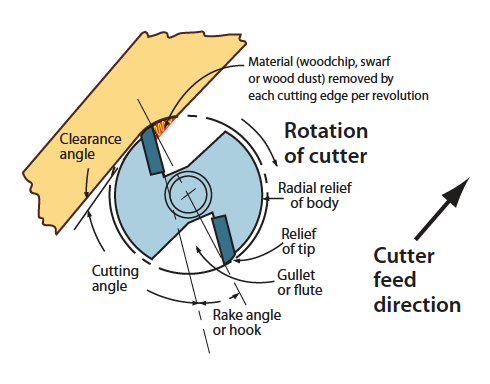
Clearance and radial relief angles
The clearance angle is the angle immediately behind the cutting tip, whilst the radial relief refers to the angle over the remaining back face of the cutter. Both these angles are necessary to prevent the area behind the cutting tip rubbing on the face of the work and to stop waste becoming trapped.
Shear and Spiral Angles
The cutting edge of a straight flute cutter produces an impact cut against the face of the workpiece every time it revolves, leaving the surface as a series of tiny hollows or ripples. This finish is virtually undetectable and is good enough for most woodworking applications. However, a finer and smoother finish can be obtained by using shear cutters that have the flutes set at an angle to the vertical axis.
This shear angle produces a slicing action that minimises the hollowing effect and cuts the timber much more cleanly, particularly important if you are machining veneer faced boards. They also cut more smoothly and with far less vibration.Spiral cutters take this one stage further and produce a super-smooth finish, as they are able to make a continuous uninterrupted cut, entirely eliminating any ripples. They are most suited for cutting hard materials such as dense hardwoods, aluminium and plastics and are particularly effective for plunge through cut-outs.
They do however create more torque and make the router slightly more difficult to control for hand held operations. They can be either down-cut or up-cut depending on the direction of spiral. Down-cut spirals will force the chips down into the work, but will minimise spelching and breakout along the top edge of the work. Up-cut versions obviously give better chip dispersion, but can feather the top and may also try and lift the work.

Cutter Balance
It is vital that all cutters are dynamically balanced so that they rotate true to the axis of the shank. Any small amount of run-out will set up vibration that is magnified by the speed of rotation and shows up as chatter marks on the cut surface.
As well as being uncomfortable to work with, continued use of poorly balanced cutters may also damage the router bearings.

Chip limiting
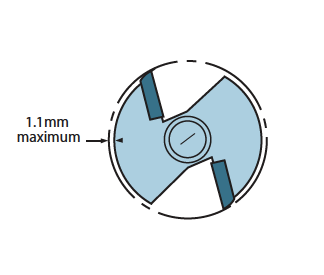
To meet modern safety standard EN 847, cutters should be produced with the main body just slightly less in diameter than the cutter edge.
This limits the amount of ‘bite’ that the cutter can take to 1.1 mm on cutters above 16mm diameter, reducing the risk of the cutter either snatching or kicking back.The extra weight of these safety cutters does have other advantages as well. They cut more smoothly with less vibration and any excess heat is quickly dissipated by the extra metal, which will also improve the edge holding characteristics.
Tip.
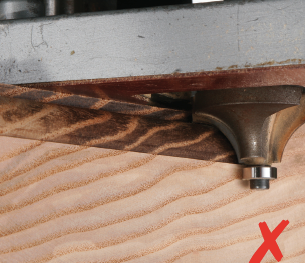
Cutters without any bottom cut facility can only be fed into the work from the side or edge, they will just burn if you try and plunge them into the surface.
Cutter Shank Diameters
Large diameter cutter shanks are inherently stronger and therefore less susceptible to side deflection. Having a larger surface area, they provide a better grip in the collet, making them less prone to release and turning. Whenever economically possible, always use the largest shank diameter available for a specific cutter. It also follows that deeper cuts can be made in relation to the router power available. Shanks should also be of the correct hardness to prevent scoring, a problem that often becomes apparent with poor-quality cutters.
Most router cutters are available with a choice of shank diameters, usually 1/4”, 3/8” or 1/2”. However, for strength purposes, some of the bigger profiles are only available on 1/2” shanks. Routers below about 1200 watts are usually restricted to smaller diameter shanks.
A more recent introduction has been cutters with 8mm shanks that allow larger and more complex profiles to be used in smaller capacity machines, but you should always check that they are not too big for the power output of the router.
There are some other metric-sized shanks available as well, so care must be taken to match the shank size perfectly to the diameter of the collet. Metric shanks will not fit in imperial collets and vice versa, although they may look very similar.

Metric, 8mm diameter shanks have been introduced in the UK in recent years to cater for smaller router users needing to use larger types of cutters safely. Generally, shanks of 8mm and 12mm diameter are manufactured for the European market. The correct geometry of a cutter is critical in order for it to perform correctly at its high optimum cutting speed. The angles such as rake, cutting and clearance are carefully designed to suit each type of cutter. This varies according to its size, the cutter material or to suit its specific application.
Cutter Length
Although cutters are available that have extra long cutting edges relative to their cutter diameter, for production applications, it is advisable to restrict the length to the shortest possible. Particular care must be taken when using cutters with long cutting edge lengths, by making only fairly light cuts in a series of shallow steps to reach the full depth of cut.
Plain and bearing guided cutters
For most hand-held routing applications, you can use plain cutters that are guided by the fence, or some other type of guide like a guide bush fixed to the router base.
This will then follow the edge of a pre-cut template or pattern. Guided cutters have either a solid pin on the end, or a bearing fitted above or below the cutting edges. You can then run this against the existing workpiece edges whether straight or curved or use it running along a template to cut out a particular shape.


Flutes and cutting speed
The cutting speed of the router is not only dependent on the rotational speed of the router itself, but also on the number of cutting edges or flutes on the cutter.
Single flute cutters are usually produced in straight profiles only. Because the flute is relatively large, and the cutter is generally much stronger, they have good chip clearance properties and can be fed into the wood at a faster speed. However the cutting speed is slower and the finish is therefore not as good, so their use is restricted to less critical applications or roughing out cuts.
Two flute cutters are used for most woodworking operations and will instantly double the cutting speed. i.e. with the motor set at 26000 rpm you will get 52,000 cuts per minute. This produces a much cleaner and smoother finish, particularly if an underpowered router is not maintaining the correct speed under load.
There are some three-flute cutters available as well, but these are restricted to fine trimming applications where only a small amount of waste is being removed from the edge of the work.

Multi flute cutters are intended for use with low speed motors and drill attachments, typically around 3000 rpm maximum. They are often no more than burrs or rasps and are renowned for their poor waste clearance and not designed for a good surface finish. They are however ideal for carving and grinding and used extensively freehand on wood and metal. The latter for deburring welds at high speeds using solid carbide burrs.
Tip.
Pin guides have the advantage that they can be used to profile intricate shapes as the pin is so small, but they do generate a lot of frictional heat and may mark or even burn the timber if they are not used with care.
Safe Working Speeds
Smaller router bits can be used safely up to their maximum speed, which is usually in the region of 28 – 30,000 rpm. However, as the cutter diameter gets bigger the peripheral speed increases dramatically, and excessive speed makes a hand held router difficult to control safely.
As well as the danger factor, excessive speed will also cause the cutter to burn rather than cut, so it is useful to try and match the speed to suit a particular cutter. This is why a variable speed router is essential. Unfortunately, there are no hard and fast rules here, as you have to factor in things like motor power, workpiece material and feed speed, all of which have an effect on cutting speed. As a general rule, it is usually recommended that cutters are run within the following guidelines.
Diameter Speed rpm
Up to 24mm 28,000
25 – 30mm 24,000
31 - 50mm 18,000
51 – 67mm 16,000
68 – 86mm 12,000
However, always follow the manufacturer’s recommendations for operating speeds. Cutters over 40mm diameter should normally only be used in a router that is either fixed under a table or overhead in a machining centre.
Regulations make it compulsory to show maximum speeds on the cutter shank, as well as the insertion point. Avoid cutters that do not show this information.
STOP HERE